





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

The servo drive system is an automatic control system that uses mechanical position or angle as a control object, such as a CNC machine tool. The drive motor in the servo system is required to have fast response speed, accurate positioning, and moment of inertia (the servo motor in the electromechanical system has a large moment of inertia. In order to be able to directly connect with the mechanical components such as the lead screw, and also to obtain a very high response speed, The servo motor has a special small inertia motor.

However, such motors have low overload capability and must be accelerated or decelerated when used in a feed servo system. The moment of inertia reflects the acceleration characteristics of the system. When the servo motor is selected, the moment of inertia of the system cannot be greater than three times the moment of inertia of the motor. Larger characteristics, such a dedicated motor is called a servo motor. Of course, its basic working principle is no different from ordinary AC/DC motors. The dedicated drive unit of this type of motor is called a servo drive unit, sometimes referred to as a servo, and generally includes a current, speed and/or position closed loop.
Basic concept of servo drive systemThe servo system is an important part of the CNC machine tool. It is the key bridge between the CNC device (computer) and the machine tool. The performance of the servo system largely determines the performance of the CNC machine tool, such as the positioning accuracy and tracking accuracy of the CNC machine tool. Important indicators such as maximum moving speed. It is recommended that we first learn some basic concepts and then learn the control methods of various feed servo systems. A deep understanding of mastering this part of the knowledge will be of some help to better study the CNC machining process.
1. Feed servo system
(1) Composition
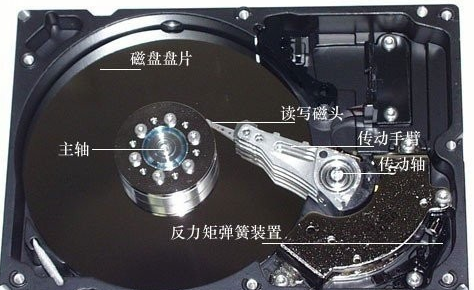
The feed servo system is an automatic control system that controls the position and speed of a moving part of a machine tool (such as a workbench). It is usually composed of a servo drive, a servo motor, a mechanical transmission mechanism, and an actuator. See Figure 1.

(2) Function
After receiving the feed speed and displacement command signal from the numerical control device, the servo drive device performs certain conversion and amplification, and drives the machine tool through the servo motor (DC, AC servo motor, power stepping motor, etc.) and mechanical transmission mechanism. The execution unit such as the stage realizes work feed or rapid movement.
(3) Basic technical requirements
1 high precision
2 good stability
3 fast response
4 wide speed range
(4) Classification
1 stepper motor drive system
2 DC servo drive system: permanent magnet DC servo motor
3 AC servo drive system: permanent magnet AC servo motor
2, open loop control servo system
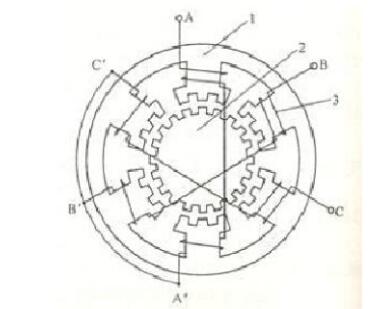
The open loop feed servo system is the simplest servo system in CNC machine tools. The actuator is generally a stepper motor. The control principle is shown in Figure 2.

3. Semi-closed loop control servo system
The position servo system consisting of a rotary angle measuring component (pulse encoder, resolver, circular induction synchronizer, etc.) and a DC servo motor in accordance with the feedback control principle is shown in Fig. 33.
4. Closed loop control servo system
The control principle is shown in Figure 4.

The feed servo system is the main subsystem of the CNC system. If the CNC device is the "brain" of the numerical control system and the "command" that issues the "command", then the feed servo system is the "four limbs" of the numerical control system and is an "executing mechanism". It faithfully executes the motion commands sent by the CNC device to precisely control the direction of motion of the actuator, the feed rate and the amount of displacement.
The composition of the servo drive systemThe mechatronics servo control system has many structures and types, but from the perspective of automatic control theory, the servo control system generally includes controllers, power amplifiers, actuators, and mechanical components. The following figure shows the block diagram of the system components.

1. The controller is usually a computer or a PID control circuit. The main task is to transform the deviation signal output from the comparison component to control the actuator to act as required.
2. Power amplification is to compare the input command signal with the feedback signal of the system and then perform power amplification.
3. The function of the actuator is to convert the various forms of input energy into mechanical energy according to the requirements of the control signal, and drive the controlled object to work. Actuators in mechatronic systems generally refer to various motors or hydraulic and pneumatic servos.
4. Mechanical components refer to the controlled mechanism or device, which is the main body that directly accomplishes the purpose of the system. It generally includes the drive train, actuators and loads.
5. The detection link refers to a device that can measure the output and convert it into the dimension required by the comparison link. It generally includes sensors and conversion circuits.
In the actual servo control system, each of the above-mentioned links is not independent in hardware characteristics. It is possible that several links are in one hardware. For example, the speed measuring DC motor is an executing component and a detecting component.
Classification of servo drive systemsThe servo drive system of CNC machine tool is divided into feed drive system and spindle drive system according to its use and function; it is divided into open loop system and closed loop system according to its control principle and presence or absence of position detection feedback link; according to the action principle of drive actuator It is an electro-hydraulic servo drive system and an electric servo drive system. The electric servo drive system is further divided into a DC servo drive system and an AC servo drive system.
1. Feed drive and spindle drive
The feed drive is a control system for the CNC machine table or tool post coordinates, controls the cutting feed motion of each axis of the machine tool, and provides the torque required for the cutting process. The spindle drive controls the rotary motion of the machine tool spindle to provide drive power and required cutting force for the machine tool spindle. Generally, for the feed drive system, the main concern is its torque magnitude, the size of the adjustment range and the level of adjustment accuracy, and the speed of the dynamic response speed. For the spindle drive system, the main concern is whether it has sufficient power, wide constant power adjustment range and speed adjustment range.
2. Open loop control and closed loop control
CNC machine tool servo drive system is divided into two basic control structures according to the position feedback, namely open loop control and closed loop control. This results in a position open loop control system and a position closed loop control system. The closed-loop control system can be further divided into a semi-closed-loop servo drive control system and a full-closed-loop servo drive control system according to the position of the position detecting device installed on the machine tool. If the position detecting device is installed on the working table of the machine tool, the servo drive control system is a full closed loop control system; if the position detecting device is mounted on the machine screw, the servo drive control system is a semi-closed loop control system. The servo drive of modern CNC machine tools mostly adopts closed-loop control system. Open-loop control systems are often used for economical CNC or retrofitting of older equipment.
3. DC servo drive and AC servo drive
The DC large inertia servo motor has good wide speed regulation performance, large output torque and strong overload capability. Moreover, since the motor inertia is equivalent to the inertia of the machine tool transmission components, it is easy to adjust after forming a closed loop. The DC medium-small inertia servo motor and its high-power transistor pulse width modulation drive device are more suitable for the requirements of frequent starting, braking, and rapid positioning and cutting of CNC machine tools. However, one of the biggest features of DC motors is the presence of brushes and mechanical commutators, which limits its development towards high capacity, high voltage, and high speed, which limits its application.
In the 1980s, breakthroughs were made in the AC motor speed control technology in the field of motor control. The AC servo drive system entered the various fields of electric drive speed control. The biggest advantage of the AC servo drive system is that the AC motor is easy to repair, simple to manufacture, easy to develop in large capacity and high speed, and is suitable for use in harsh environments. At the same time, from the perspective of reducing the size of the servo drive system and improving the reliability, it is more reasonable to use an AC motor than a DC motor.
Contactar proveedor

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.